|
جزئیات محصول:
|
| مواد: | فولاد کربن بالا | ویژگی: | ثبت اختراع |
|---|---|---|---|
| شکل: | نوار فولادی | وضعیت سطح: | 1 grey/blue oxide finish:unpolished;2 bright tempered:unpolished; 1 رنگ اکسید خاکستری/آبی: |
| درجه فولاد: | S60C-CSP | استاندارد: | JIS G4802 S60C-CSP |
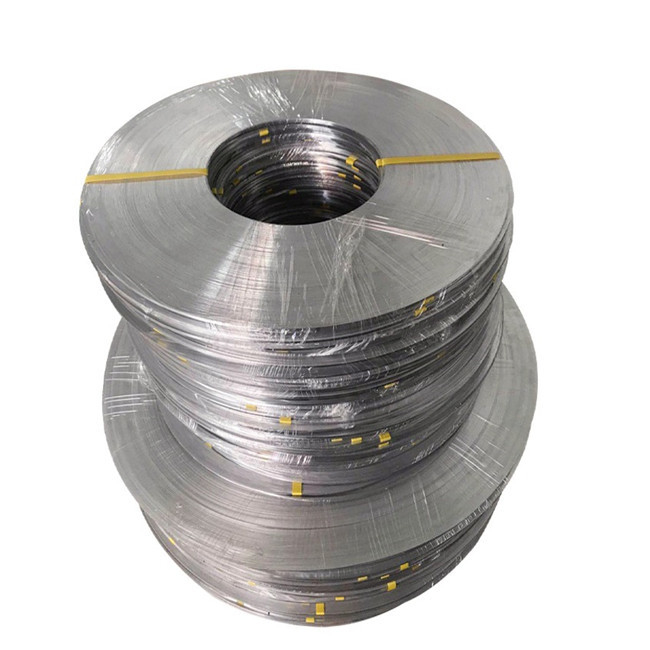
| برجسته: | رول کویل فولاد ضد زنگ ثبت اختراع,رول کویل فولادی ضد زنگ QT,سیم پیچ فولادی ضد زنگ 10 میلی متر بدون پرداخت |
||
فولاد فنر نامی است که به طیف وسیعی از فولادهای مورد استفاده در ساخت فنرها، به ویژه در کاربردهای تعلیق خودرو و صنعتی، داده شده است.این فولادها عموماً منگنز کم آلیاژ، فولاد کربن متوسط یا فولاد پر کربن با استحکام تسلیم بسیار بالا هستند.این به اجسام ساخته شده از فولاد فنری اجازه می دهد تا علی رغم انحراف یا پیچش قابل توجه به شکل اولیه خود بازگردند.
نوار فولادی فنری نورد سرد
نوار نورد سرد یک محصول فولادی است که از نوار نورد گرم که ترشی شده است تولید می شود.سپس کویل توسط یک آسیاب فولادی رول سرد تک پایه یا آسیاب معکوس یا در یک آسیاب پشت سر هم متشکل از چندین پایه منفرد در یک سری کاهش می یابد.نوار به ضخامت تقریباً نهایی با نورد سرد مستقیماً کاهش می یابد، یا با گنجاندن عملیات بازپخت در برخی ضخامت های متوسط برای تسهیل کاهش بیشتر سرد یا به دست آوردن خواص مکانیکی مورد نظر در محصول نهایی.فولاد نواری با کربن بالا نیاز به عملیات بازپخت اضافی و کاهش سرد دارد.سپس سیم پیچ از طریق فرآیند برش رول به عرض مورد نظر بریده می شود.
اتمسفرهای کنترل شده آنیل شده (با آنیل روشن)
دمای بالای بازپخت ممکن است منجر به اکسیده شدن سطح فلز و در نتیجه ایجاد مقیاس شود.اگر باید از رسوب اجتناب شود، بازپخت در اتمسفر خاصی مانند گاز گرماگیر (مخلوطی از مونوکسید کربن، گاز هیدروژن و گاز نیتروژن) انجام می شود.بازپخت نیز در تشکیل گاز، مخلوطی از هیدروژن و نیتروژن انجام می شود.
نوار فولادی آب کوئنچ هاردن فنر
سخت شدن کوئنچ فرآیندی مکانیکی است که در آن فولاد و آلیاژهای چدن تقویت و سخت می شوند.این فلزات از فلزات آهنی و آلیاژها تشکیل شده است.این کار با گرم کردن مواد تا دمای مشخصی بسته به ماده انجام می شود.این ماده با سخت شدن سطحی یا سخت شدن از طریق سخت شدن مواد سخت تری تولید می کند که بر اساس سرعت خنک شدن مواد متفاوت است.سپس این ماده اغلب برای کاهش شکنندگی که ممکن است در اثر فرآیند سخت شدن کوئنچ افزایش یابد، حرارت داده می شود.
نوار فولادی فنری سخت اختراع شده
نوار فنری از فولاد پر کربن با محتوای کربن تقریباً0.76% C طراحی شده برای طناب های بالابر برای استفاده در صنعت معدن باید دارای استحکام کششی مناسب، یعنی 1800+100 MPa باشد.بنابراین، نوار میانی باید تحت فرآیند ثبت اختراع قرار گیرد تا اثرات کار سرد را از بین ببرد و ساختاری از مواد مستعد تغییر شکلهای پلاستیکی بزرگ تا 95 درصد به دست آورد که شامل پرلیت ریز با پراکندگی زیاد سمنتیت پراکنده است.ثبت اختراع شامل عملیات حرارتی دو مرحله ای است.در مرحله اول، فرآیند بازپخت سیم در دمای بالاتر از Ac3، یعنی در محدوده دمایی 850 تا 1050 درجه سانتیگراد انجام می شود. مرحله بعدی فرآیند ثبت اختراع، خنک سازی همدما در دمای حدود 450-550 درجه سانتیگراد است. مخزن حمام سرب یا در یک کوره با بستر سیال.
برنامه های کاربردی
مقایسه تمام نمرات
| گیگابایت | ASTM | JIS | EN | DIN |
| 55 | 1055 | / | CK55 | 1.1204 |
| 60 | 1060 | / | CK60 | 1.1211 |
| 70 | 1070 | / | CK67 | 1.1231 |
| 75 | 1075 | / | CK75 | 1.1248 |
| 85 | 1086 | SUP3 | CK85 | 1.1269 |
| T10A | 1095 | SK4 | CK101 | 1.1274 |
| 65 میلیون | 1066 | / | / | / |
| 60Si2Mn | 9260 | SUP6,SUP7 | 61SiCr7 | 60SiCr7 |
| 50 CrVA | 6150 | SUP10A | 51CrV4 | 1.8159 |
استاندارد کیفیت
DIN 17222 نوارهای فولادی نورد سرد برای فنرها شرایط فنی تحویل
BS EN 10132 نوار فولادی باریک نورد سرد برای عملیات حرارتی.شرایط تحویل فنی
ترکیب شیمیایی(٪)
| درجه فولاد | سی | منگنز | سی | پ | اس | Cr | نی | ب | مس | مو | V |
| 55 | 0.52-0.60 | 0.50-0.80 | 0.17-0.37 | حداکثر 0.035 | حداکثر 0.035 | حداکثر 0.25 | حداکثر 0.30 | / | حداکثر 0.25 | / | / |
| 65 | 0.62-0.70 | 0.50-0.80 | 0.17-0.37 | حداکثر 0.035 | حداکثر 0.035 | حداکثر 0.25 | حداکثر 0.25 | / | حداکثر 0.25 | / | / |
| 70 | 0.62-0.75 | 0.50-0.80 | 0.17-0.37 | حداکثر 0.035 | حداکثر 0.035 | حداکثر 0.25 | حداکثر 0.25 | / | حداکثر 0.25 | / | / |
| 75 | 0.72-0.80 | 0.50-0.80 | 0.17-0.37 | حداکثر 0.035 | حداکثر 0.035 | حداکثر 0.25 | حداکثر 0.30 | / | حداکثر 0.25 | / | / |
| 85 | 0.95-1.04 | حداکثر 0.40 | حداکثر 0.35 | حداکثر 0.025 | حداکثر 0.025 | / | / | / | / | / | / |
| 65 میلیون | 0.62-0.70 | 0.90-1.20 | 0.17-0.37 | حداکثر 0.035 | حداکثر 0.035 | حداکثر 0.25 | حداکثر 0.25 | / | حداکثر 0.25 | / | / |
| 60Si2Mn | 0.56-0.64 | 0.70-1.00 | 1.50-2.00 | حداکثر 0.035 | حداکثر 0.035 | حداکثر 0.35 | حداکثر 0.25 | / | حداکثر 0.25 | / | / |
| 50 CrVA | 0.46-0.54 | 0.50-0.80 | 0.17-0.37 | حداکثر 0.025 | حداکثر 0.025 | 0.80-1.10 | حداکثر 0.35 | / | حداکثر 0.25 | / | 0.10-0.20 |
خواص مکانیکی (وضعیت خاموش و تمپر شده) (T=20 درجه سانتیگراد اگر متفاوت بیان نشده باشد)
| درجه فولاد | مقاومت کششی Rm (Mpa) | قدرت تسلیم Rp0.2 (Mpa) | کشیدگی A5 (%) | نسبت کاهش مساحت C (%) |
| 65 | 980 دقیقه | 785 دقیقه | 9 دقیقه | 35 دقیقه |
| 70 | 1030 دقیقه | 835 دقیقه | 8 دقیقه | 30 دقیقه |
| 85 | 1130 دقیقه | 980 دقیقه | 6 دقیقه | 30 دقیقه |
| 65 میلیون | 980 دقیقه | 785 دقیقه | 8 دقیقه | 30 دقیقه |
| 60Si2Mn | 1275 دقیقه | 1180 دقیقه | 5 دقیقه | 25 دقیقه |
| 50 CrVA | 1275 دقیقه | 1130 دقیقه | 10 دقیقه | 40 دقیقه |
شرایط تحویل
نوار فولادی باریک نورد سرد تحت پوشش EN 10132-4 باید در یکی از شرایط تحویل زیر عرضه شود:
-پخت یا بازپخت و پوست رد شده (+A یا+LC).
نورد سرد (+CR)؛
-کوئنچ و خنثی شده (+QT).
توجه: شرایط تحویل - بازپخت برای دستیابی به کاربیدهای کروی (+AC) - ممکن است مورد توافق قرار گیرد. در چنین مواردی، محدودیتهای کروی شدن و خواص مکانیکی نیز ممکن است در زمان درخواست و سفارش توافق شود.
کربن زدایی
برای فولادهای آلیاژی سیلیکونی، کربن زدایی نباید از 3 درصد ضخامت ماده در هر طرف تجاوز کند، برای فولادهای آلیاژی غیرسیلیکونی، زمانی که در فاصله 5 میلی متری از لبه نوار اندازه گیری می شود، کربن زدایی نباید از 2 درصد ضخامت ماده در هر طرف تجاوز کند. همچنین به EN 10132-1 مراجعه کنید).
پرداخت سطح
روکش سطح نوار فولادی باریک نورد سرد باید روشن باشد که با نورد و بازپخت در یک جو کنترل شده ایجاد می شود.
روکش های سطح نوار نورد سرد کوئنچ شده و تمپر شده به شرح زیر است:
پایان اکسید خاکستری/آبی: پولیش نشده.
-brigth tempered:unpolished;
جلا: با سنگ زنی خوب، برس زدن ساینده یا سایر فرآیندها به دست می آید.
جلا و رنگ: رنگ آبی یا زرد که از اکسیداسیون با عملیات حرارتی به دست می آید.
حرارت درمانی
| درجه فولاد | دمای خاموش کردن (°C) ( | رسانه ها | دمای اعتدال (درجه سانتیگراد) |
| 65 | 840 | روغن | 500 |
| 70 | 830 | روغن | 480 |
| 85 | 820 | روغن | 480 |
| 65 میلیون | 830 | روغن | 540 |
| 60Si2Mn | 870 | روغن | 480 |
| 50 CrVA | 850 | روغن | 500 |
گواهی آزمون آسیاب:
EN 10204/3.1 با تمام اطلاعات مربوطه reg.شیمیترکیب، مکانیکخواص و نتایج آزمایش
![]()
تماس با شخص: Ms. Florence Tang
فکس: 86-731-89853933